
Forets à métaux
Que ce soit pour les matériaux tendres ou durs, vous pouvez trouver un foret à métau dans l’assortiment Stenroc.
Angle de pointe
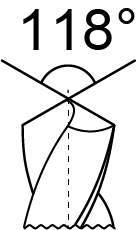
L’angle de pointe est de 118°, pour une pénétration plus rapide. Adapté pour métal plus tendre.
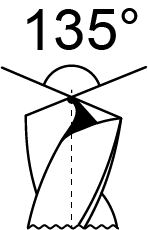
L’angle de pointe est légèrement moins prononcé (135°), pour un bon centrage en début de perçage. Adapté pour métal dur.
Type d’emmanchement
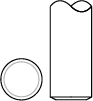
Cet emmanchement s’adapte à toutes les mandrins de forage.
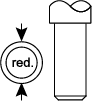
Parfait lorsque le diamètre de le foret est plus grand que le mandrin de forage.
Type d’affûtage de la pointe
Une pression plus élevée est nécessaire. De plus, le centrage doit être plus précis.
Permet un centrage parfait et limite la puissance nécessaire au perçage.
Caractéristiques des aciers
Acier rapide, pour le perçage dans des matériaux faciles à usiner, d’une dureté inférieure à 900 N/mm2.
Foret taillé meulé.
Acier rapide, pour le perçage dans des matériaux faciles à usiner, d’une dureté inférieure à 900 N/mm2.
Foret taillé meulé.
Acier rapide avec 5 % de cobalt. Excellente tenue aux températures élevées, idéal pour le perçage dans les inox et les matériaux difficiles à usiner d’une dureté allant jusqu’à 1100 N/mm2. Foret taillé meulé.
Procédé de fabrication de la goujure
 Laminé
Laminé
 Taillée meulée
Taillée meulée
Forets à métaux
Vous trouverez ci-dessous un aperçu de toutes nos forets à métaux.
Cliquez sur une photo et découvrez toutes les informations techniques.
| APERÇU DES APPLICATIONS |  |
 |
 |
 |
 |
 |
 |
 |
||
|---|---|---|---|---|---|---|---|---|---|---|
 HSS-G TURBO – DIN 338 |
■■■ | ■■ | ■■■ | ■■ | ■■■ | ■■■ | ■■ | ■ | ||
 HSS-Co – DIN 338 |
■■ | ■■ | ■ | ■ | ■ | ■■ | ■■ | ■ | ||
 HSS PREMIUM – DIN 338 |
■■■ | ■■ | ■ | ■■ | ■■ | ■■ | ■ | |||
 HSS-G STEP TIP TURBO – DIN338 |
■■■ | ■■■ | ■■■ | ■■■ | ■■ | ■■■ | ■■ | ■ | ||
 HSS – DIN 338 |
■■ | ■■ | ■ | ■■■ | ■■ | ■ | ||||
 HSS – DIN 340 |
■■■ | ■■ | ■ | ■■ | ■■ | ■■ | ■ | |||
 HSS – DIN 1869 |
■■■ | ■■ | ■ | ■■ | ■■ | ■■ | ■ | |||
 HSS – TiAlN Serie |
■■ | ■■■ | ■■■ | ■■ | ■■ | ■■■ | ||||
 HSS -E – Plating Serie |
■■■ | ■■■ | ■■■ | ■ | ■■■ | ■■■ | ■■■ | ■ | ||
 HSS DIN 335C – ROUND VERSION |
■■ | ■■■ | ■■ | ■■ | ■■ | ■■■ | ||||
 HSS DIN 335C – BIT VERSION |
■■ | ■■■ | ■■ | ■■ | ■■ | ■■■ |
■■■ 1° choix ■■ Recommandé ■ Apte